Your system’s story comes alive through its parts. 2/2 Ways Solenoid Valve types are key players here. These critical on/off switches control fluid flow. They directly affect how well your system works and how reliable it is. Choosing the right type of Industrial Solenoid Valve truly impacts your system’s success and its running costs. For example, a Brass Solenoid Valve might suit one job, while a Stainless Steel Solenoid Valve fits another. A Brass Water Solenoid Valve has specific uses. Understanding each type helps you design a great system that lasts.
Key Takeaways
- 2/2 way solenoid valves control fluid flow. They act like on/off switches. Choosing the right type makes your system work well.
- Direct-acting valves work fast. They do not need fluid pressure to open. They are best for small flows and low pressure.
- Pilot-operated valves use fluid pressure to help open. They handle large flows. They need a certain amount of pressure to work.
- Semi-direct lift valves combine features. They work without pressure. They also handle more flow than direct-acting valves.
- Always pick a valve that matches your system’s needs. Consider pressure, flow, speed, and the type of fluid. This helps your system run smoothly.
Understanding the Basics of 2/2 Way Solenoid Valves
Defining the 2/2 Way Solenoid Valve
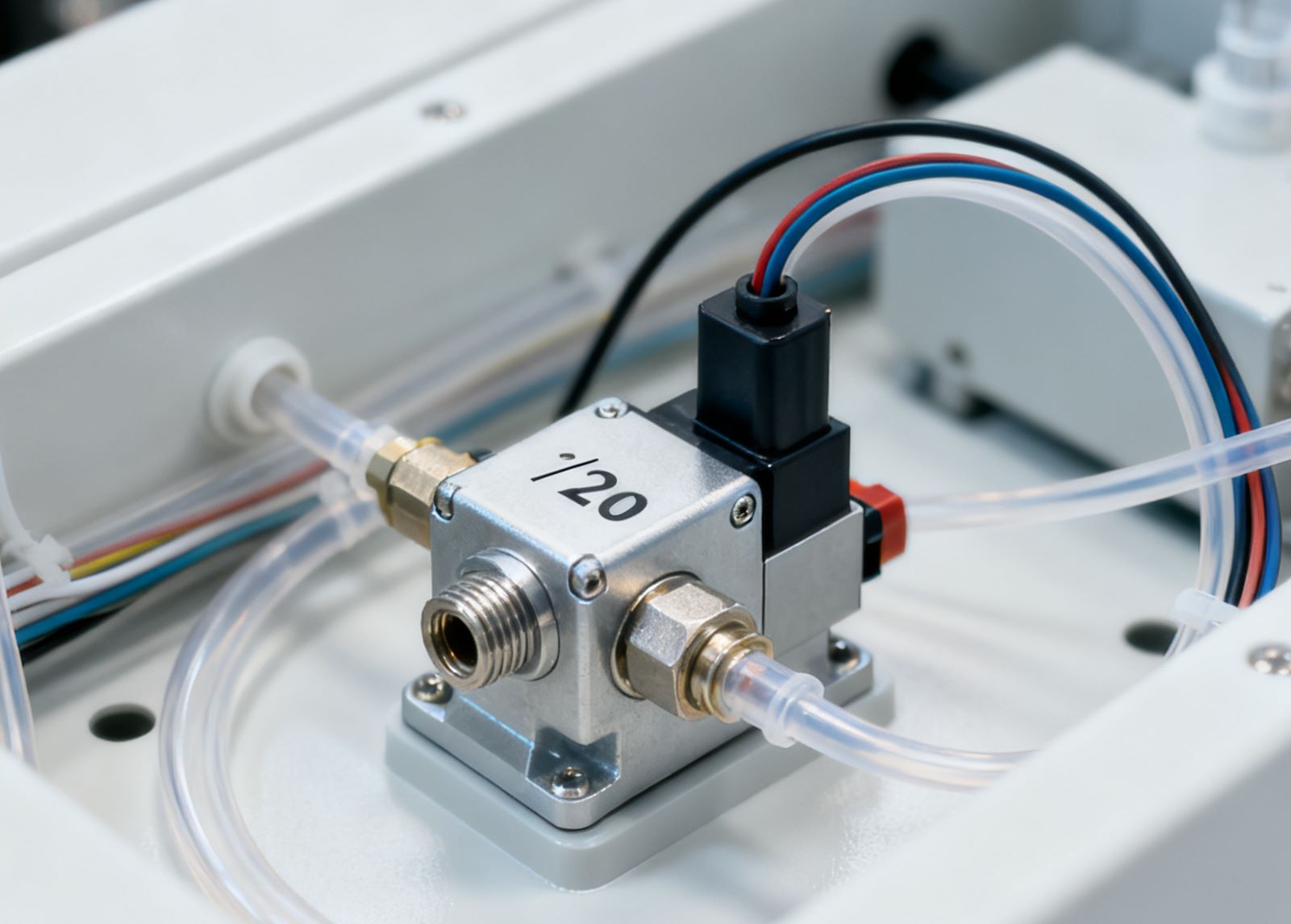
A 2/2 way solenoid valve is a simple yet powerful device. It acts like an electrical switch for fluid flow. This valve has two ports and two positions. It either allows fluid to pass through or completely blocks it. Think of it as an on/off switch for liquids or gases. When you energize the solenoid coil, it creates a magnetic field. This field moves a plunger, which then opens or closes the valve’s orifice.
The fundamental components of a 2/2 way solenoid valve work together to achieve this control:
- Valve Body: This part holds everything together and guides the fluid.
- Inlet Port: Fluid enters here.
- Outlet Port: Fluid leaves here.
- Orifice: This small opening controls the flow path.
- Solenoid Coil: This is the electrical part that creates the magnetic force.
- Plunger/Armature: This piece moves to open or close the valve.
- Spring: It helps return the plunger to its original position.
- Armature Tube: This guides the plunger’s movement.
- Electric Terminals/Lead Wires: These connect the valve to power.
- Diaphragm/Seals: These prevent leaks and help seal the flow path.
Why 2/2 Way Solenoid Valves are Essential
These valves are crucial in many systems. They provide precise control over fluid movement. For example, in industrial automation, 2/2-way pneumatic solenoid valves are vital for controlling compressed air. They have two ports and two positions, making them perfect for on-off control. A common use is in pneumatic equipment. Imagine a robotic arm with a gripper. A 2/2 Ways Solenoid Valve can control the air flow to open and close that gripper for handling materials.
Their primary functions make them indispensable:
- Control Fluid Flow: They regulate the flow of mediums like air, water, oil, or gas. They either allow or block passage between two ports. This is key for starting or stopping flow as needed.
- Safety and Process Control: These valves play a big role in keeping systems safe and managing processes. Normally closed valves stop flow until someone intentionally opens them. This is important for dangerous materials or to make sure processes do not start too early. On the other hand, normally open valves keep fluid flowing in situations where continuous flow is necessary, like in cooling systems, unless someone actively stops it.
Direct-Acting 2/2 Way Solenoid Valves: Simple and Responsive
How Direct-Acting 2/2 Way Solenoid Valves Operate
Direct-acting 2/2 way solenoid valves are straightforward. They work by directly using the magnetic force from the energized coil. When electricity flows through the coil, it creates a magnetic field. This field pulls a plunger or armature. The plunger then directly opens or closes the valve’s main orifice. This design means the valve does not need any external pressure to operate. It can function even with zero differential pressure. This makes them very reliable for many tasks.
Advantages of Direct-Acting 2/2 Way Solenoid Valves
These valves offer several key benefits. Their simple design leads to quick and precise control. They respond very fast. Many direct-acting 2/2 way solenoid valves have a response time of less than 0.5 seconds. Some even respond in less than 20 milliseconds. This speed is crucial for applications needing immediate action. They also work well in low-pressure situations or even with a vacuum. For example, they are common in air compressors and beverage dispensing systems. Here, they efficiently control the flow of air or liquids. Their ability to operate without a pressure difference makes them versatile.
Limitations of Direct-Acting 2/2 Way Solenoid Valves
Despite their advantages, direct-acting valves have some limitations. They typically require more electrical power to operate larger orifices. This is because the magnetic force must directly overcome the fluid pressure and spring force. Therefore, they are usually limited to smaller pipe sizes and lower flow rates. If you need to control a large volume of fluid or very high pressures, a direct-acting valve might not be the most efficient choice. They would need a very powerful coil, which increases power consumption and valve size.
Ideal Applications for Direct-Acting 2/2 Way Solenoid Valves
Direct-acting 2/2 way solenoid valves truly shine in specific situations. They are the go-to choice for systems that demand precise fluid control. Because they do not need any pressure difference to work, they are incredibly versatile. You will often find them in applications where fluid flow is small, or where the system operates at very low pressures, even under a vacuum.
Consider their use in various industries:
- Life Sciences: These valves are critical in medical equipment. For instance, you will find them in dialysis machines, which clean blood, and in artificial respiration devices that help people breathe. They also play a role in pipetting arms used for biological analysis, where exact liquid amounts are crucial.
- Industrial Applications: Many industrial processes rely on their precision. Inkjet printers, for example, use direct-acting valves to control the tiny drops of ink with great accuracy.
These valves are perfect for jobs that need quick action and reliable on/off switching. Their simple design means they respond very fast, making them ideal for tasks where timing is everything. If your system handles small volumes of fluid, operates at low pressure, or needs an immediate response, a direct-acting 2/2 way solenoid valve is likely the best character for that part of your system’s story. They offer dependable performance without the need for complex pressure considerations.
Pilot-Operated 2/2 Way Solenoid Valves: Power Through Pressure

How Pilot-Operated 2/2 Way Solenoid Valves Function
Pilot-operated 2/2 way solenoid valves work differently from direct-acting types. They use a clever two-stage process. A small pilot solenoid controls the larger main valve. This design gives precise control over fluid flow. When the coil energizes, it opens a tiny pilot orifice. This releases pressure from above a diaphragm. The pressure difference then lifts the diaphragm, opening the main valve. A diaphragm seals the valve, ensuring reliable operation and minimizing leakage. Pilot-operated valves use fluid pressure to help open the valve. This mechanism lets them manage higher flow rates and larger openings. They need less power from the coil. A key requirement is a minimum pressure difference for the valve to work correctly.
Advantages of Pilot-Operated 2/2 Way Solenoid Valves
These valves offer significant benefits, especially for larger systems. They can handle much higher flow rates and larger pipe sizes than direct-acting valves. This is because they use the system’s own pressure to assist in opening the main valve. This means the solenoid coil itself does not need to be as powerful. You get efficient operation with less electrical consumption for big jobs. Pilot-operated 2/2 way solenoid valves are great for high flow rate systems. They use pressure differences to manage the flow. This makes them perfect for applications needing high flow capacities. They are also very durable and reliable for continuous industrial use.
Limitations of Pilot-Operated 2/2 Way Solenoid Valves
Despite their power, pilot-operated valves have some drawbacks. Their biggest limitation is the need for a minimum pressure differential. If the pressure difference across the valve is too low, or if the system is under a vacuum, the valve will not operate correctly. This makes them unsuitable for zero-pressure applications. They also tend to have a slightly slower response time compared to direct-acting valves. This is because of the two-stage opening process. The pilot orifice must open first, then the main valve. This small delay might not suit applications needing instant action.
Ideal Applications for Pilot-Operated 2/2 Way Solenoid Valves
Pilot-operated 2/2 way solenoid valves truly excel in systems needing to control large fluid volumes. They are the workhorses for applications where high flow rates are common. Because they use the system’s own pressure to help open the main valve, they handle bigger tasks with ease. You will find them in many industrial settings.
Consider these common uses:
- Water Management Systems: These valves are crucial in irrigation systems for farms and large landscapes. They also manage water flow in municipal water treatment plants. They control the flow of water through large pipes efficiently.
- Industrial Process Control: Many factories use pilot-operated valves. They control the flow of chemicals, oils, and other fluids in manufacturing processes. Think of large chemical plants or oil refineries. These valves manage the flow in main lines.
- HVAC Systems: Big heating, ventilation, and air conditioning systems often feature these valves. They control the flow of refrigerants or hot water in large chillers and boilers. They ensure comfortable temperatures in big buildings.
- Large Pneumatic Systems: When you need to control a lot of compressed air, these valves step up. They operate large air cylinders or actuators in heavy machinery. They provide the power for big movements.
These valves are perfect for situations where you need reliable control over significant fluid flows. They offer a powerful solution without needing a huge electrical coil. This makes them a smart choice for many demanding industrial and commercial applications. They write a story of efficiency and robust control for your system.
Semi-Direct Lift 2/2 Way Solenoid Valves: Bridging the Gap
How Semi-Direct Lift 2/2 Way Solenoid Valves Work
Semi-direct lift 2/2 Way Solenoid Valve types offer a smart solution. They combine the best features of both direct-acting and pilot-operated valves. This design allows them to work in a wider range of conditions. These valves have a mechanical link. This link connects the solenoid plunger directly to the main diaphragm. When electricity energizes the coil, it pulls the plunger upwards. This action directly lifts the diaphragm. This opens the main valve. At the same time, this movement often opens a small pilot orifice. This pilot orifice helps reduce pressure above the diaphragm. This pressure reduction further assists in opening the main valve. This clever mechanism means the valve can open even without any fluid pressure difference.
Advantages of Semi-Direct Lift 2/2 Way Solenoid Valves
These valves truly bridge the gap between the other two types. A key benefit is their ability to operate from zero bar. They do not need a pressure difference to open. The mechanical connection of the armature to the main diaphragm makes this possible. When fluid pressure is low or absent, the coil directly lifts the armature. This action raises the diaphragm. This ensures the valve opens effectively. They are ideal for zero differential pressure scenarios. Semi-direct acting solenoid valves are particularly effective in these situations. Their unique construction involves a mechanical connection between the solenoid plunger and the diaphragm. This direct linkage allows the valve to open even when there is no pressure difference across it. Additionally, these valves are capable of handling high flow rates. This makes them versatile for various industrial uses.
Limitations of Semi-Direct Lift 2/2 Way Solenoid Valves
Despite their versatility, semi-direct lift valves do have some limitations. They are generally more complex in design than simple direct-acting valves. This added complexity can sometimes lead to higher manufacturing costs. While they handle higher flow rates than direct-acting valves, they might not achieve the absolute highest flow capacities of very large pilot-operated valves. Their response time can also be slightly slower than purely direct-acting valves. This is because of the combined mechanical and pressure-assisted opening process. They also require a certain amount of electrical power for the direct lift mechanism. This can be more than a purely pilot-operated valve for the same flow.
Ideal Applications for Semi-Direct Lift 2/2 Way Solenoid Valves
Semi-direct lift 2/2 way solenoid valves are true problem-solvers. They fit perfectly into systems that need a valve to open even when there is no pressure. Yet, these systems also require more flow than a direct-acting valve can provide. Think of them as the versatile middle ground. They offer a great balance of power and flexibility.
You will often find these valves in situations where fluid starts from a tank or a low-pressure source. They are excellent for gravity-fed systems. Here, the fluid pressure might be very low or even zero at the valve’s inlet.
Consider these common applications:
- Water Dispensing Systems: Imagine a water cooler or a coffee machine. These valves can control the flow of water from a reservoir. They work well even when the water level is low, meaning less pressure.
- Irrigation Systems (Low Pressure): For smaller garden irrigation setups or drip systems, water pressure can vary. Semi-direct lift valves ensure reliable operation, even when the main water supply pressure drops.
- Fuel Dispensing: In some fuel transfer systems, especially those moving fuel from a storage tank, initial pressure can be minimal. These valves handle the start-up flow effectively.
- Vacuum Applications: While not their primary role, some semi-direct lift designs can work in light vacuum conditions. They can manage gas flow where a pressure differential is not guaranteed.
Tip: If your system needs a valve that can handle a decent flow rate but cannot guarantee a minimum operating pressure, a semi-direct lift valve is often the best choice. It gives you the best of both worlds!
These valves write a story of adaptability for your system. They ensure reliable fluid control across a broader range of pressure conditions. This makes them a smart choice for many industrial and commercial uses.
Comparing 2/2 Way Solenoid Valve Types: A Quick Guide
Direct-Acting vs. Pilot-Operated 2/2 Way Solenoid Valves
Choosing between direct-acting and pilot-operated 2/2 way solenoid valves often comes down to your system’s specific needs. Direct-acting valves are like simple light switches. They open or close directly when the coil energizes. This means they work even with no pressure difference in the fluid. They offer very fast response times, often less than 0.5 seconds. However, they need a stronger electrical coil to open larger orifices, which means they use more power for bigger tasks. They are best for smaller flow rates and lower pressures.
Pilot-operated valves, on the other hand, use a two-step process. A small pilot solenoid controls air pressure, which then helps open the main valve. This design significantly reduces the force the solenoid needs. It allows for smaller, more energy-efficient solenoids. This contributes to overall energy efficiency. Pilot solenoid valves are noted for their lower power consumption. They use the differential pressure of the medium to operate, which helps their energy efficiency. This means they can handle much higher flow rates and larger pipe sizes. They are also a cost-efficient choice, especially for larger systems with substantial fluid flow, because they use a smaller coil. The main drawback is that they need a minimum pressure difference to work. If the pressure is too low, they will not open correctly.
Semi-Direct Lift vs. Other 2/2 Way Solenoid Valves
Semi-direct lift valves offer a clever middle ground. They combine features from both direct-acting and pilot-operated designs. Like direct-acting valves, they can operate at zero pressure. This is because the solenoid directly lifts the diaphragm. However, they also use the fluid’s pressure to assist in opening, similar to pilot-operated valves. This allows them to handle higher flow rates than direct-acting valves without needing as much electrical power as a large direct-acting valve would.
When you compare them to direct-acting valves, semi-direct lift valves handle larger flows. When you compare them to pilot-operated valves, they do not need a minimum pressure difference to open. This makes them very versatile. They are perfect for systems where pressure might be low or inconsistent, but you still need a good flow rate. They bridge the gap, offering a flexible solution for many applications.
Key Trade-offs Across 2/2 Way Solenoid Valve Designs
Each 2/2 Ways Solenoid Valve type brings its own set of advantages and disadvantages. Understanding these trade-offs helps you pick the right one for your system’s story.
- Pressure Requirements: Direct-acting and semi-direct lift valves work at zero pressure. Pilot-operated valves need a minimum pressure difference to function.
- Flow Rate and Orifice Size: Direct-acting valves are best for small flows. Pilot-operated valves handle the largest flows. Semi-direct lift valves offer a good balance for medium to large flows.
- Power Consumption: Pilot-operated valves generally use less electrical power for larger flows. Direct-acting valves need more power for bigger orifices. Semi-direct lift valves fall somewhere in between.
- Response Time: Direct-acting valves are the fastest. Pilot-operated valves are slightly slower due to their two-stage operation. Semi-direct lift valves have a response time that is often comparable to pilot-operated valves.
- Cost: Pilot-operated valves can be more cost-effective for large-scale, high-flow applications due to their smaller coil requirements. Direct-acting valves can be simpler and cheaper for very small applications. Semi-direct lift valves might have a slightly higher initial cost due to their more complex design.
Choosing the right valve means balancing these factors. You consider what your system needs most: speed, power efficiency, ability to work at low pressure, or high flow capacity.
Key Considerations for Choosing Your 2/2 Way Solenoid Valve
Selecting the right valve for a system is a critical decision. It directly impacts performance, reliability, and cost. Engineers must carefully evaluate several factors to ensure the chosen valve perfectly fits the application. This careful selection prevents operational issues and extends the system’s lifespan.
Matching System Pressure and Flow Requirements
Properly sizing a valve is paramount. It ensures efficient fluid control and prevents problems like excessive pressure drop or insufficient flow. Engineers often refer to industry standards for guidance. For example, the ANSI/ISA-75.01.01 (IEC 60534-2-1 Mod) standard provides equations and procedures. These help calculate the required flow coefficient (Cv) for a control valve. This calculation considers specific flow rates and process conditions. It also helps predict flow through a known valve size.
For liquids, which are incompressible, the basic equation for Cv is Cv = Q / (ΔP * Gf)^0.5. Here, Q represents the volumetric flow rate, ΔP is the pressure drop, and Gf is the specific gravity. When critical flow conditions like cavitation or flashing occur, engineers introduce correction factors. These include the pressure recovery factor (FL) and the critical pressure ratio factor (FF).
Gases and vapors, being compressible, require more complex equations. These equations account for compressibility and the potential for sonic (choked) flow. They incorporate coefficients such as the sizing factor (C1), pressure recovery factor (FL), compressibility factor (Z), and the ratio of specific heats (γ). For subcritical flow, the equation is Cv = N6 * P1 * Y * (P1 * Gg * T / ΔQn)^0.5. In this equation, Qn is the normal flow rate, P1 is the absolute inlet pressure, T is the absolute inlet temperature, Gg is the specific gravity of the gas, Y is the expansion factor, and N6 is a numerical constant. The standards also provide criteria to identify critical (choked) flow.
The ANSI/ISA-75.02 standard establishes procedures for determining Cv values under laboratory conditions. This includes tests for Cv determination by flowing water and for characterizing pressure recovery factors (FL and FP). Adherence to this standard ensures consistent and comparable manufacturer-published Cv values. This consistency is vital for accurate sizing.
When sizing, engineers consider several practical aspects:
- Operating Range: They size the valve so its normal operating point falls between 60% and 80% open. This ensures a good control range and capacity for deviations.
- Minimum Flow: The required minimum flow keeps the valve above 20% open. This prevents instabilities and poor performance.
- Critical Flow Considerations: Engineers always evaluate the possibility of cavitation or flashing in liquids and sonic flow in gases.
- Recovery Factors: They correctly use the FL and FP factors provided by the manufacturer. These factors are specific to the valve body design and piping geometry.
Ensuring Media Compatibility and Material Selection
The fluid or gas a valve handles dictates its material construction. Choosing the wrong material leads to corrosion, leaks, and system failure. Engineers must select materials compatible with the media.
For valve bodies and parts of the solenoid actuator that contact the fluid, austenitic corrosion-resistant steel is a common choice. It ensures resistance against neutral or mildly aggressive media. Stainless steel is also suitable for solenoid valves when corrosive fluid is not present. It also works for pressures above 5MPa at room temperature. For fluids with high temperatures, such as steam, corrosion-resistant steel is a suitable choice.
Seals are another critical component. They prevent leaks and maintain pressure. PTFE (Polytetrafluoroethylene) stands out as a universally resistant material for seals. It effectively resists practically all fluids of technical interest. Other common seal materials include NBR (nitrile rubber) for general-purpose applications and FKM (fluorocarbon rubber) for higher temperatures and chemical resistance. Always consult chemical compatibility charts. These charts ensure the valve’s internal components withstand the specific media in the system.
Evaluating Response Time Needs
Response time refers to how quickly a valve opens or closes after receiving an electrical signal. Different applications have vastly different requirements for this speed.
In some systems, a rapid response is crucial. For example, safety shut-off valves in gas lines need to close almost instantly to prevent hazards. Similarly, precise dosing applications in medical or laboratory equipment demand very fast and accurate opening and closing. Direct-acting valves, with their direct mechanical action, typically offer the fastest response times. They are often measured in milliseconds.
Other applications can tolerate a slower response. For instance, a valve controlling the flow of water to a large storage tank might not need to open or close in an instant. A slight delay does not impact the process significantly. Pilot-operated valves, with their two-stage opening process, generally have a slightly slower response time than direct-acting valves. Semi-direct lift valves fall somewhere in between, offering a balance.
Engineers must carefully assess the system’s needs. A valve that responds too slowly can lead to process inefficiencies or safety risks. A valve that is unnecessarily fast might be more expensive or consume more power than needed. Matching the valve’s response time to the application’s demands optimizes both performance and cost.
Understanding Power Consumption and Electrical Specifications
Engineers must carefully consider a solenoid valve’s power consumption and electrical specifications. These factors directly affect a system’s energy efficiency and overall operational costs. The type of current, either direct current (DC) or alternating current (AC), significantly influences power usage.
Solenoid valve coils operate at various voltages. They can use either direct current (DC) or alternating current (AC) electricity. Often, engineers can interchange coils to fit different voltage needs for a valve. This flexibility helps adapt valves to various power supplies.
Here is a look at typical power consumption for different valve types:
| Type | Voltage | Power Consumption |
|---|---|---|
| DC | 24V | 0.7W |
| DC | N/A | 3W |
| AC | 220V | 0.9VA |
| AC | 110V | 1.4VA |
| AC | N/A | 4VA |
When selecting a coil, engineers also look at the electrical entry type. This determines how the valve connects to the power source.
| Specification | Details |
|---|---|
| Voltage | DC 24V / AC 220V |
| Electrical Entry | DIN Terminal (K), DIN Terminal With indicator light (KL), Grommet (W) |
Choosing the right voltage and electrical entry ensures proper function and safety. It also helps avoid electrical overloads or underperformance.
Assessing Environmental Conditions and Certifications
The environment where a solenoid valve operates plays a huge role in its lifespan and performance. Extreme temperatures, humidity, and the presence of hazardous materials all demand specific valve designs.
Temperature is a critical environmental factor for universal solenoid valves. Very high temperatures can cause the solenoid coil to overheat. This reduces its magnetic force and can lead to valve failure. Conversely, very low temperatures can make the fluid or gas inside the valve thicken or freeze. This obstructs proper valve function. For example, in high-temperature industrial applications like steel mills, a solenoid valve must endure extreme heat. The operational environment greatly influences a solenoid valve’s service life. In high-temperature settings, internal components expand and contract. Over time, this can cause damage. This directly impacts the performance and longevity of valve materials.
When a system operates in hazardous areas, specific certifications become mandatory. These certifications ensure the valve can safely operate without causing explosions or fires.
Apparatus used must be certified for the Zone, Class/Division and hazardous area location into which the valve is to be installed.
Common certifications for hazardous environments include:
- ATEX (Zone 1 Zone 2)
- IEC Ex
- NEMA (Div 1 Div 2)
- Explosion Protection
These certifications confirm the valve meets strict safety standards for use in potentially explosive atmospheres. Ignoring these requirements can lead to severe safety risks and legal consequences.
Balancing Cost Versus Performance for 2/2 Way Solenoid Valves
Choosing a solenoid valve often involves a trade-off between its initial cost and its long-term performance. A lower initial price might seem attractive. However, it can lead to much higher operational costs over time. Engineers must consider the total cost of ownership, not just the purchase price.
Choosing a valve with a lower initial cost but higher maintenance needs can lead to significant long-term operational cost implications. These include:
- Costly Downtime: Each failure or leak can halt operations for diagnosis and repair. This leads to lost productivity and revenue.
- Maintenance Headaches: Unreliable valves demand frequent attention. This diverts resources from more valuable tasks.
- Patchy Coverage: In applications like agriculture, inconsistent performance can result in reduced yields and increased risks.
- Unexpected Expenses: The need for repeated part replacements significantly impacts operational budgets and profit margins.
Investing in a higher-quality valve with better performance and reliability often pays off in the long run. These valves typically require less maintenance. They also reduce the risk of costly downtime. They ensure consistent and efficient operation. This balance between initial investment and long-term savings is crucial for a system’s success story.
The right 2/2 Ways Solenoid Valve is a cornerstone for an efficient and reliable fluid control system. Each valve type offers unique advantages and disadvantages. They tailor to specific operational demands. Understanding direct-acting, pilot-operated, and semi-direct lift valves ensures optimal system performance. You can choose the best valve for your application’s needs. This choice writes your system’s story of success.
FAQ
What is the main difference between direct-acting and pilot-operated valves?
Direct-acting valves open directly when energized. They work even with no fluid pressure. Pilot-operated valves use a small pilot to control the main valve. They need a minimum pressure difference to operate. Pilot valves handle higher flows more efficiently.
When should someone choose a semi-direct lift valve?
Choose a semi-direct lift valve when your system needs to operate from zero pressure. It also works well if you need higher flow rates than a direct-acting valve offers. These valves bridge the gap between direct-acting and pilot-operated types.
Can a solenoid valve work without any pressure?
Yes, direct-acting and semi-direct lift solenoid valves can work without any pressure. Pilot-operated valves, however, require a minimum pressure difference to function correctly. Always check the valve’s specifications for its minimum operating pressure.
Why is material selection important for a solenoid valve?
Material selection is crucial for a solenoid valve. It ensures compatibility with the fluid it controls. The right materials prevent corrosion, leaks, and premature failure. This choice directly impacts the valve’s lifespan and system reliability.