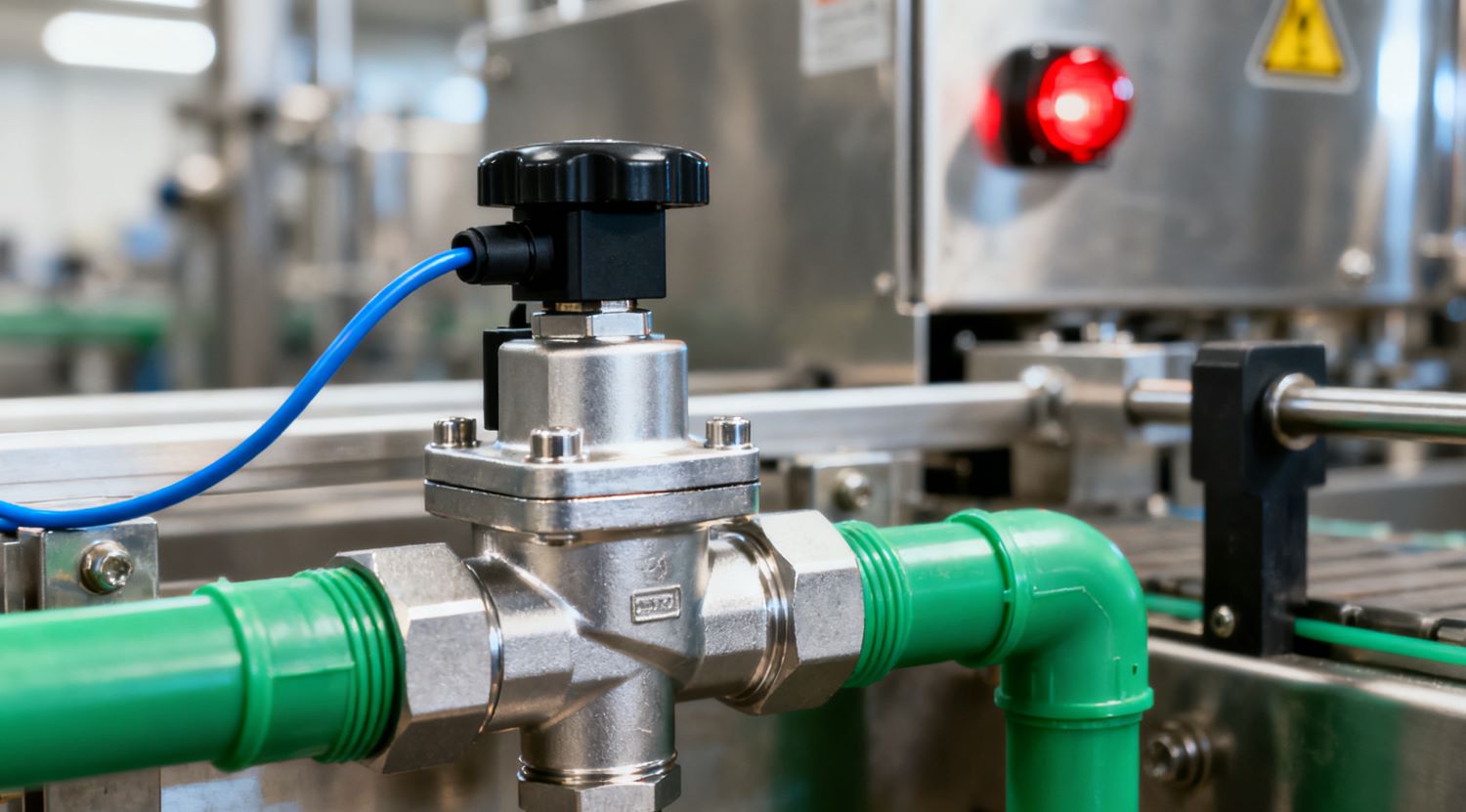
Solenoid Valves significantly boost industrial flow, offering exact control, quick reactions, and automation. These capabilities lead to less downtime and better operational efficiency across various applications. For instance, a reliable 2/2 way solenoid valve ensures smooth processes. As a leading China solenoid valve manufacturer, SENYA provides these vital components. Many companies choose an OEM solenoid valve for industrial use to meet specific needs. Durable options, like a stainless steel solenoid valve, offer longevity. Their operational lifespan, including understanding how long a solenoid valve coil lasts, directly impacts maintenance schedules. Understanding these benefits shows why solenoid valves are essential for modern industries.
Key Takeaways
- Solenoid valves control liquids and gases with great accuracy, making sure processes work well.
- These valves react quickly, turning on or off fast to keep industrial operations running smoothly.
- Solenoid valves connect to computer systems, allowing machines to work on their own and reducing human effort.
- They make workplaces safer by stopping dangerous leaks and quickly shutting off harmful materials.
- Modern solenoid valves save a lot of energy and help equipment last longer by preventing damage.
Precision Control with Solenoid Valves for Optimized Processes
Achieving Accurate Fluid Dispensing and Dosing
Precision is paramount in many industrial operations, especially when dispensing and dosing fluids. Solenoid valves excel in this area, offering exact control over liquid and gas flow. They allow companies to achieve highly accurate fluid dispensing, which is critical for maintaining product quality and consistency. For example, medical device manufacturing relies on these valves for precise gas mixing in anesthesia and ventilators. They also help detect leaks in medical components and packaging. Semiconductor production uses them for very precise gas control, while the life sciences industry applies them in pharmaceutical and biotechnology production. Even in consumables like food processing and nutraceuticals, these valves ensure accurate ingredient measurement. Solenoid valves can adjust flow rates by changing the electrical signal’s strength or frequency. This capability provides fine control over fluid passage, which is essential for processes needing precise fluid management, such as chemical processing for dosing and maintaining optimal pressure in hydraulic systems.
Regulating Flow Rates for Consistent Production
Consistent production is a cornerstone of efficiency, and solenoid valves play a vital role in achieving it by regulating flow rates. They ensure that the right amount of fluid moves through a system at all times, preventing inconsistencies that could lead to waste or product defects. In chemical processing plants, for instance, solenoid control valves regulate chemical flow through pipelines, ensuring accurate dosing. They are also suitable for handling corrosive and hazardous substances safely. Automotive applications use them in fuel injection systems, transmission control, and turbocharger control for efficient and reliable operation. HVAC systems utilize proportional solenoid valves to regulate airflow, maintaining desired temperatures. For precise chemical mixing, proportional solenoid valves offer variable control of flow rates. Medical equipment and analytical devices also benefit from their fine-tuned control, which minimizes waste and improves process outcomes. Even in precise irrigation systems, proportional solenoid valves dynamically adjust flow or pressure, ensuring consistent water delivery.
Rapid Response of Solenoid Valves for Dynamic Operations
Enabling Quick On/Off Cycling for Fast Processes
Many industrial processes demand rapid changes in fluid flow. Solenoid valves excel at this, offering quick on/off cycling capabilities. They allow systems to react almost instantly to control signals. This speed is crucial for applications requiring precise timing and frequent adjustments. For example, direct-acting solenoid valves typically respond in approximately 30 milliseconds. The entire on/off cycling process for industrial solenoid valves generally concludes within 10 to 100 milliseconds. While indirect-operated solenoid valves can have response times of 1000 milliseconds or more, they still offer sufficient speed for many dynamic operations. This rapid action helps maintain process stability and efficiency, especially in high-speed manufacturing or packaging lines where every millisecond counts. Quick cycling also prevents material waste and ensures consistent product quality.
Providing Emergency Shut-Off Capabilities for Safety
Safety remains a paramount concern in industrial environments, particularly when handling hazardous materials or operating complex machinery. Solenoid valves play a critical role by providing reliable emergency shut-off capabilities. They can quickly stop the flow of liquids or gases in an emergency, preventing leaks, spills, or equipment damage. This rapid response protects personnel and the environment. Industry standards and regulations often mandate the use of such rapid-response valves for safety. For instance, API RP 556 2nd edition specifies maximum allowable response times for Safety Instrumented System (SIS) valves, which are critical for rapid shut-off. API 553-2012 also provides guidance on automation features and the selection of solenoid valves for Emergency Shutdown (ESD) systems. This standard emphasizes that these valves should ensure quick closure in the event of system failures, such as instrument air or power loss, to achieve a safe state. Other regulations, like OSHA 29 CFR 1910.217, ANSI B11.19-2019, and NFPA 79, also mandate emergency stops and provide guidelines for machine safeguarding. These standards highlight the indispensable role of quick-acting Solenoid Valves in maintaining a safe operational environment.
Automation Through Solenoid Valves for Reduced Human Intervention

Seamless Integration with Industrial Control Systems
Automation significantly reduces the need for human intervention in industrial processes. Solenoid valves are key components in achieving this. They integrate smoothly with various industrial control systems. This allows machines to manage fluid flow without constant human oversight. Intelligent solenoid valve manifolds can communicate with controllers using industrial fieldbus or Ethernet protocols. Examples include serial Modbus RTU or EtherNet/IP. Other common protocols for digital communication include:
- PROFINET
- EtherNet/IP
- Modbus TCP
- EtherCAT
- CC-Link IE Field Basic
- CANopen
This seamless connection enables precise, automated control over fluid dynamics. It ensures processes run efficiently and consistently.
Benefits of Remote Operation and Monitoring
The ability to integrate with control systems brings significant benefits for remote operation and monitoring. Operators can manage and adjust fluid flow from a central control room. They do not need to be physically present at the valve location. This improves safety, especially in hazardous environments. Remote monitoring also allows for real-time data collection. This data helps optimize performance and detect potential issues early. For example, a system can automatically adjust valve positions based on sensor readings. This ensures optimal conditions without manual adjustments. This level of automation reduces labor costs and minimizes human error. It also boosts overall operational efficiency.
Enhanced Safety with Solenoid Valves in Hazardous Environments
Preventing Leaks and Spills of Dangerous Media
Working with dangerous liquids or gases requires extreme caution. Solenoid valves are crucial for keeping these substances contained. They act as reliable barriers, preventing harmful leaks and spills that could endanger workers or damage the environment. For example, a valve might fail if it operates beyond its pressure or temperature limits. This can tear diaphragms or damage the valve body, causing leaks. External dirt or particles can also stop a valve from closing fully, leading to drips. Furthermore, if the valve material does not match the fluid, corrosion can eat away at metal parts or seals, creating leaks. By choosing the right valve for the job and maintaining it well, industries can avoid these common issues. This ensures a safer workplace for everyone.
Isolating Hazardous Substances Effectively
Effectively isolating hazardous substances is another key safety role for solenoid valves. They can quickly shut off the flow of dangerous materials, keeping them separate from other parts of a system or from personnel. Selecting the correct valve materials is vital for this task. Engineers must consider the chemical makeup of the fluid. The valve material needs to resist chemical corrosion, erosion from fast-moving liquids, and reactions at high temperatures or pressures. Consulting a chemical expert helps choose the best materials. Also, adhering to industry standards from groups like NFPA and IEC ensures the valve meets safety guidelines for hazardous uses. For these tough environments, solenoid valves often carry specific certifications. These include UL Certification for North America, CE Marking/ATEX Certification for explosive European environments, CSA Certification for Canada, and IECEx Certification for global acceptance. NEMA and IP Ratings also show how well the valve’s casing protects against dust and liquids, ensuring it can handle harsh conditions safely.
Energy Efficiency Driven by Smart Solenoid Valve Management
Minimizing Power Consumption in Operations
Solenoid valves are key players in making industrial operations more energy-efficient. Companies can achieve significant energy savings, sometimes reducing energy consumption by up to 80%, by implementing energy-efficient solenoid valves. Modern solenoid valves feature clever designs that help minimize power use. For instance, some use “flow amplification.” Here, a very small, direct-solenoid valve operates a much larger, air-operated valve. This leads to lower energy use because the smaller solenoid requires less power.
Today’s solenoid valves are also much smaller than older models. This innovative design allows them to operate on significantly less power, sometimes just one-tenth of a watt compared to six watts previously. This also increases their operational lifespan. Manufacturers also use optimized materials like anodized aluminum and engineering plastics. They combine these with streamlined internal passages, spools, and poppets. This design contributes to increased flow capacity and reduced energy consumption. Indirectly-operated solenoid valves also consume less energy than direct ones. They rely on fluid pressure to function, with the solenoid drawing minimal power to create a small initial opening. Additionally, some modern solenoid valves include auxiliary electrical circuits, especially for DC-powered valves. These circuits provide temporary peak currents to energize the solenoids, further reducing overall power consumption. Latching mechanisms also offer an energy-efficient way to maintain a desired valve position. They use a small permanent magnet to hold the plunger in place after initial energization, preventing continuous power draw.
Optimizing Resource Utilization for Sustainability
Beyond just saving power, solenoid valves help industries use resources better, which is crucial for sustainability. They are vital for efficient water management, particularly in agriculture. These valves enable precise fluid control in irrigation systems. This ensures crops receive the exact amount of water they need. This precision helps conserve water and reduces waste, which is especially important in water-scarce regions. For example, a farm in California’s Central Valley reported a 30% reduction in water usage after implementing solenoid valves in their irrigation systems.
Smart valve technologies are also a critical part of net-zero strategies. They help reduce energy consumption and industrial emissions. Many companies are integrating efficient valve technologies to achieve their decarbonization goals. Smart valve technologies are proven solutions for reliably reducing industrial emissions and reaching net-zero targets.
Reduced Maintenance and Extended Equipment Life with Solenoid Valves
Preventing System Overload and Wear
Solenoid valves play a crucial role in extending equipment life by preventing system overload and wear. They precisely control fluid flow, which stops excessive pressure or flow rates from damaging downstream components. This precise management reduces stress on pumps, pipes, and other machinery. It also minimizes the risk of cavitation and water hammer, common issues that cause premature wear. By maintaining optimal operating conditions, these valves help systems run smoothly and last longer, significantly cutting down on unexpected breakdowns and costly repairs.
Ensuring Durable and Reliable Operation
Durable and reliable operation is a hallmark of well-designed industrial systems, and material selection for solenoid valves is key to this. Manufacturers use corrosion-resistant and durable materials like stainless steel, brass, or engineered plastics. These materials help valves withstand harsh industrial conditions. Sealing materials are also highly engineered. They resist system pressure and chemical aggression from service media, even with high pressure and temperature. Valve body materials must resist chemical corrosion, erosion from fast-moving fluids, and chemical reactions from high process temperatures or pressures. Examples include stainless steel, various plastics (Polypropylene, POM Plastic, Engineered Nylon), or brass. Robust external enclosures and housing, often made from stainless steel, plastic, or brass, protect internal components from environmental damage. For high vibration environments, robust materials and structures withstand mechanical stress. Materials must also maintain their properties over a wide range of temperature extremes.
Predictive Maintenance and Sensor Integration for Solenoid Valves
Predictive maintenance helps industries avoid unexpected failures, and integrating sensors with solenoid valves makes this possible. These sensors monitor valve performance in real-time. Pressure sensors detect sudden drops or increases in pressure, signaling issues like pipe bursts, fitting failures, stuck valves, or blockages. Temperature sensors monitor for overheating, which can indicate motor wear or restrictions within the valve. AI-powered vibration and acoustic analysis can identify unusual vibrations that suggest mechanical degradation, such as a damaged valve seat. Torque and position feedback detect deviations in expected movement or increased torque requirements, indicating buildup or misalignment within the valve.
| Monitoring Component | Function | Prevents Problems Like… |
|---|---|---|
| Flow & Pressure Sensors | Detect abnormal pressure drops or inconsistent flow | Clogging, internal wear, or stuck valves |
| Coil Temperature Monitors | Watch for heat buildup during valve operation | Coil burnout, electrical insulation damage |
| Cycle Counters | Track number of actuations in high-duty environments | Predicts fatigue or spring/seal failure |
| Electrical Current Sensors | Monitor abnormal voltage draw during actuation | Short circuits, damaged windings |
Built-in diagnostic sensors for temperature, flow, and voltage monitoring further enhance predictive capabilities. This proactive approach allows maintenance teams to address potential problems before they cause significant downtime.
Solenoid valves are truly critical for achieving operational excellence in industrial settings. Their many benefits directly minimize downtime, boost efficiency, and ensure safety. Investing in advanced solenoid valve technology is a smart decision for future-proofing industrial operations. These energy-efficient designs reduce power consumption, leading to significant financial savings for industries. Lowering energy use per valve can save thousands of dollars monthly, making them very cost-effective over time.
FAQ
What is a solenoid valve’s main job?
A solenoid valve controls fluid flow. It uses an electric current to open or close a valve. This allows precise management of liquids or gases in industrial systems. It helps automate processes and ensures accurate dispensing.
How do solenoid valves improve safety?
Solenoid valves enhance safety by preventing leaks and spills of dangerous materials. They can quickly shut off flow in emergencies. This protects workers and the environment. They also effectively isolate hazardous substances.
Do solenoid valves save energy?
Yes, modern solenoid valves are very energy-efficient. They use less power to operate. Some designs even reduce energy consumption by up to 80%. This helps industries save money and promotes sustainability.
How do solenoid valves reduce maintenance?
Solenoid valves prevent system overload and wear. They precisely control flow, reducing stress on equipment. This extends the life of machinery. Predictive maintenance with sensors also helps catch issues early, avoiding costly breakdowns.